
手攻螺纹的操作方法,学会之后攻丝很轻松:
(1)按图样尺寸要求划线。划线问题在前已经叙述了,参见《钳工如何划线呢,学会方法之后很简单》。
(2)根据螺纹公称直径,按有关公式计算出底孔直径后钻孔。
1)攻螺纹过程中材料的塑性变形:丝锥的切削刃除了起切削作用外,还对工件的材料产生挤压作用,被挤压出来的材料凸出工件螺纹牙型的顶端,嵌在丝锥刀齿根部的空隙中。此时,如果丝锥刀齿根部与工件螺纹牙型的顶端之间没有足够的空隙,丝锥就会被挤压出来的材料扎住,造成崩刃、折断和工件螺纹烂牙。因此攻螺纹时螺纹底孔直径必须大于标准规定的螺纹内径。
2)螺纹底孔直径域大小的确定:螺纹底孔直径的应该根据工件材料的塑性和钻孔时的扩张量来考虑,使攻螺纹时既有足够的空隙来容纳被挤压出来的材料,叉能保证加工出来的螺纹具有完整的牙型。确定底孔钻头直径的方法,可采用查表法(见有关手册资料)确定。或用下列经验公式计算。螺纹底孔直径的计算公式:对钢料及韧性金属:螺纹底孔直径约等于螺纹公称直径减螺距对铸铁及脆性金属:螺纹底孔直径等于螺纹公称直径减1.1倍螺距
(3)攻螺纹前工件的装夹位置要正确,应尽量使螺孔的中心线位于水平位置。目的是使攻螺纹时便于判断丝锥是否垂直于工件表面。(4)攻螺纹前螺统底孔口要倒角,通孔螺纹底孔两端孔口都要倒角,这样可以使丝锥容易切人,并防止攻螺纹后孔口的螺纹崩裂。
(5)开始攻螺纹时,应尽量把丝锥放正,用右手掌按住铰杠的中部沿丝锥中心线用力加压,此时左手配合作顺向旋进,并保持丝锥中心线与孔中心重台,不能歪斜。当切工件1~2圈时,可用目测或直角尺在互相垂直的两个方向检查和校正丝锥的位置。当切削部分全部切人工件时,应停止对丝锥施加压力,只需要自然的旋转铰杠靠丝锥卜的螺纹自然旋进。起攻方法如图所示。
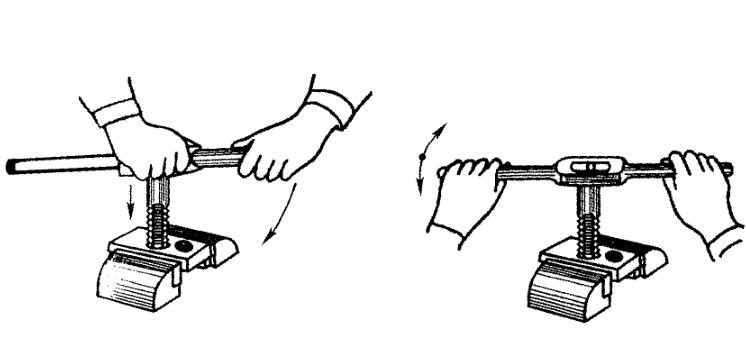
图起攻方法
(6)当丝锥的切削部分已经切人工件后,可只转动而不加压,每转一圈应反转1/4圈,以便切屑断落,如图所示。搬动铰杠两手要用力均匀平衡,不要用力过猛或左右晃动,以防牙型撕裂或螺孔扩大。

(7)攻螺纹时,必须接头攻、二攻、二攻的顺序攻削到标准尺寸。
(8)注意事项:
在不通孔上攻制有深度要求的螺纹时,可根据所需螺纹深度在丝锥上做好标记,避免因切屑堵塞而使攻螺纹达不到深度要求。要经常退出丝锥,排除孔中的切屑。当要攻到孔底时,更应及时排出孔底的切屑,以免攻到底时丝锥被扎住;
攻通孔螺纹时,丝锥校准不应全部攻出头,否则会扩大或损坏孔口最后几牙螺纹;
丝锥退出时,应先用铰杠带动螺纹平稳的反向转动,当能用手直接旋动丝锥时,应停止使用铰杠,以防止铰杠带动丝锥退出时产生摇摆和振动,破坏螺纹的粗糙度;
在攻螺纹的过程中,换用另一根丝锥时,应用手握住旋入已攻出的螺孔中,直到用手旋不动时,再用铰杠进行攻螺纹;在攻材料硬度比较高的螺孔时,应头锥二锥交替攻制,这样可以减轻头锥切削部分的负荷,防止丝锥折断;
攻钢料工件时,加机油润滑可使螺纹光清,并能延长丝锥使用寿命;对铸铁件,可加煤油润滑。以减少切削阻力和提高螺孔的表面质量,延长丝锥的使用寿命;攻盲孔(不通孔)的螺纹时,由于丝锥切削部分有锥角,丝锥不能攻到底,导致端部不能切出完整的牙型,所以孔的深度要大于螺纹长度,盲孔深度呵按下列公式计算,即钻孔深度=所需螺孔的深度+0.7倍螺纹大径(即螺纹公称直径)。
发展重点的选取应根据市场需求、发展趋势和目前状况来确定。可按产品重点、技术重点和其他重点分别叙述。 1、 冲压模具 产品发展重点。 冲压模具 共...
冲压模具 依照模具结构分可分为 单冲模 、 连续 模 和 复合模 ,那么这三种有什么区别呢? 单冲模 :一般是由一个凹模和一个凸模或是由多个凹模和多个...
变薄拉 伸 ,通常是拉深工序或冷挤成形工序后进行的一种旨在实现极薄壁杯形件的成形工序,也可用此方法实现极薄壁管件的成形。 变薄拉伸 也是在拉伸...
